
-

廠家直銷
-

品質保障
-

售后無憂
-

支持定制
-

多年經驗

姓名:張迪
電話:15383767676
網址:www.fe-tech.com.cn
地址:河北省廊坊市文安縣孫氏鎮劉村

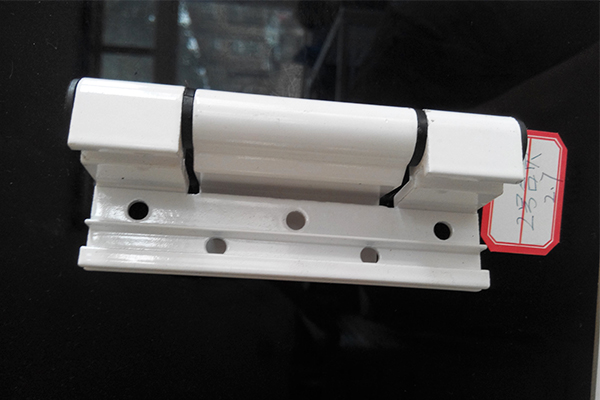
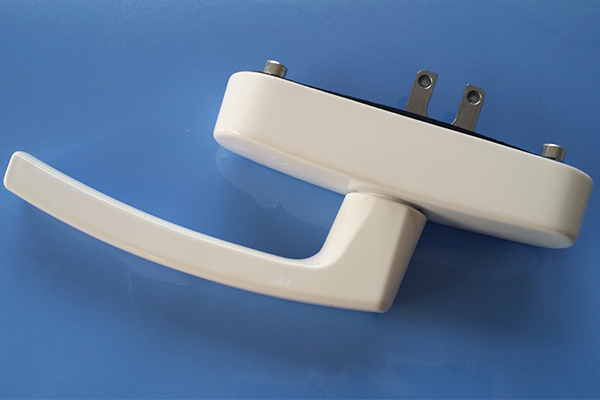
執手有兩種:一種是將執手旋轉到開啟位置,取下小裝飾紙工藝罩,擰下兩個螺絲,取下執手;另一種方法是將S執手旋轉到打開位置,拉出裝飾工藝罩并旋轉90度,然后通過擰下兩個螺釘拆下執手。塑鋼門窗是以聚氯丁二烯樹脂為主要原料,配以一定比例的穩定劑、著色劑、填料、紫外線吸收劑等制成的。優質鋁門窗配件擠壓成型材,然后切割、焊接或擰入門窗框。配裝上密封膠條、毛條、五金件等,同時為增強型材的剛性,超過一定長度的型材空腔內需要填加鋼襯,這樣制成的門戶窗,稱之為塑鋼門窗。營口優質鋁門窗配件生產商接下來為您介紹塑鋼門窗的種類很多,按開啟方式分類:平開窗、平開門、推拉窗、推拉門、固定窗、旋窗等。

塑鋼窗截面:多戶型建筑的平開窗不得少于50系列;高踞平開窗不低于60系列;推拉窗小于80系列;密封陽臺的塑料窗不得少于85系列。塑鋼門窗應選用多腔型材,壁厚不小于2.2毫米,內鋼板厚度不小于1.2毫米。營口優質鋁門窗配件生產商下面為您介紹門窗框與墻體之間的連接應采用15毫米沖孔鋼板,寬度大于或等于15毫米。安裝位置應位于窗角、中間橫框和中間豎框150-200毫米處。優質鋁門窗配件間距為600毫米。固定件不應安裝在中間水平框架和中間垂直框架的連接處,以免因外框膨脹而變形;滾針執手廠家為您介紹門窗框同墻體間應留15—20mm縫隙,為了保證門窗安裝后可以自由脹縮,窗與墻體縫隙的內腔應填充彈性材料。填充敘肪材料叫,不應填塞過緊或過松*以免門窗催受擠樂坐形。

材料雜質超標,尤其是鉛:產品表面不是完全合格的,應該有輕微的水線和微小的氣泡。營口鋁門窗配件生產商將工件加熱到150℃30分鐘,看看是否有問題。如果涂層起泡,可能是表面的油和蠟去除不完全,或者預處理后可能沒有清洗,鋅合金壓鑄件在電鍍前可能沒有完全干燥,或者鋅合金壓鑄件的表面在放置太長時間后可能被氧化。可能還是沒壓實,起泡隱藏在里面,雖然表面是好的,另外,沒水紋有的時候不是代表你的流道一定是好的,模溫過高也會掩蓋你的水紋和密度不好,反而疏松。還是了解一下什么樣的鑄件才是合格的?多些關注模具,再考慮表面處理的問題。這是比較很常見的問題。內部密度不夠。表面有壓縮氣孔。優質鋁門窗配件材料有問題,水口料加的太多了、料溫太高、太多電鍍工藝不正常也會這樣的問題!清洗、除蠟。
斷橋執手行業企業的生產經營模式多樣,包括訂單設計、訂單生產、訂單加工和按市場預測的庫存生產,組織生產的模式有多品種、小批量和大批量生產等多種方式。優質鋁門窗配件產品的制造工藝復雜,生產設備和工裝夾具種類繁多,產品構成、設備資源均隨市場需求變化。五金產品各部件制造周期不同,以及加工工藝的不確定性,管理起來動態多變。營口優質鋁門窗配件生產商接下來為您介紹為了保證產品配套、按期交貨,同時盡可能減少在制品的積壓,往往從產品的交貨期倒推,對零部件、毛坯的投入/產出數量和時間進行安排。五金產品工程設計是產品開發的重要環節。新產品開發時要有創新設計,而且還有大量的變型設計和工藝設計,因此,門窗五金企業需要具備強有力的工程設計能力。

安裝門窗時,嚴禁用手攀爬窗框、窗扇和窗撐。優質鋁門窗配件施工作業時應系好安全帶,嚴禁將安全帶系在窗戶支架上。門窗框與墻體之間的縫隙用聚苯乙烯泡沫填充,表面用5~8毫米厚的密封膠密封。門窗框邊緣不嵌密封膠:應按圖紙要求操作。連接螺釘直接錘入門窗框:擰螺釘前用手電鉆鉆孔。營口優質鋁門窗配件生產商根據門窗安裝位置墨線,將塑鋼窗裝入洞口就位,將木楔塞入塑鋼窗框和四周墻體間的安裝縫隙,調整好門窗框的水平、垂直、對角線長度等位置及形狀偏差符合檢評標準,用木楔或其他器具臨時固定。連接鐵件、固定件等安裝用金屬零件,除不銹鋼外,均應進行防腐處理。固定合頁廠家為您介紹鋁門窗安裝人員進入施工現場必須戴安全帽,穿防滑的工作鞋,嚴禁穿拖鞋或光腳。
隔熱性能:聚氯乙烯材料的導熱系數為0.14,鋁合金的導熱系數為175。在同樣的條件下,鋁是聚氯乙烯的1250倍。室內熱損失與屋頂、地板、墻壁、門窗有關。營口鋁門窗配件生產商安裝塑鋼門窗比安裝鋁合金門窗省電5度以上。隔音性能:數據顯示,塑鋼門窗的隔音性能比鋁合金門窗好得多。例如,鋁合金門窗與主干道的距離為50米,而塑鋼門窗可縮短至16米以下。優質鋁門窗配件耐腐蝕性:耐酸堿及其它化學物質的腐蝕,不怕城市環境污染、鹽酸和酸雨等的侵蝕。門窗的安裝性能及使用壽命:安裝速度快,使用壽命為30至50年。產品款式及工藝性能:均可根據人員設計要求制作。塑鋼門窗表面可著色、覆膜、多色共擠;鋁合金門窗表面可噴涂、電泳,色澤也可做到多樣化。


